 60000 циклов прессования
60000 циклов прессования


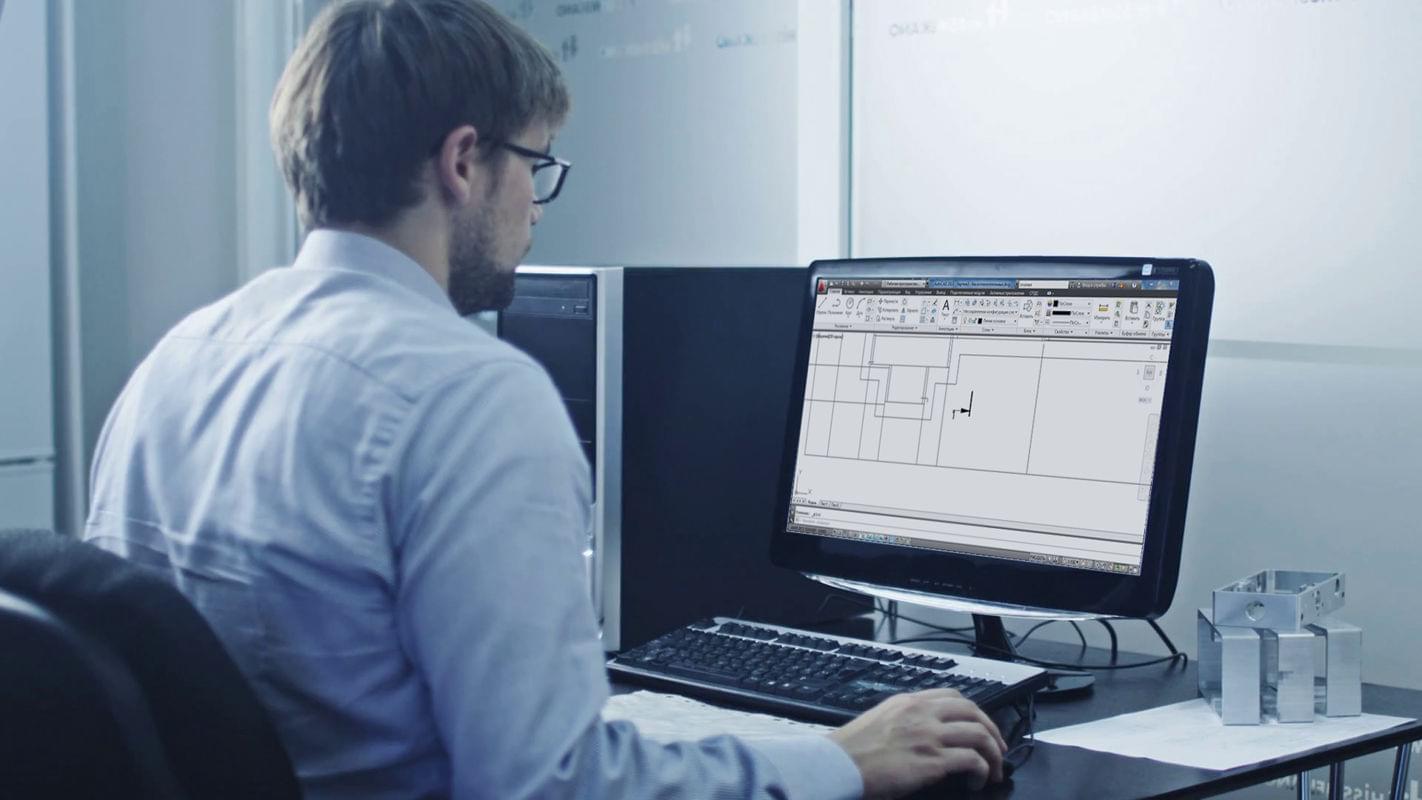
Разработка чертежей для будущей матрицы и пуансона с учетом всех требований производителя вашего вибропресса. Согласование чертежей и сроков производства.
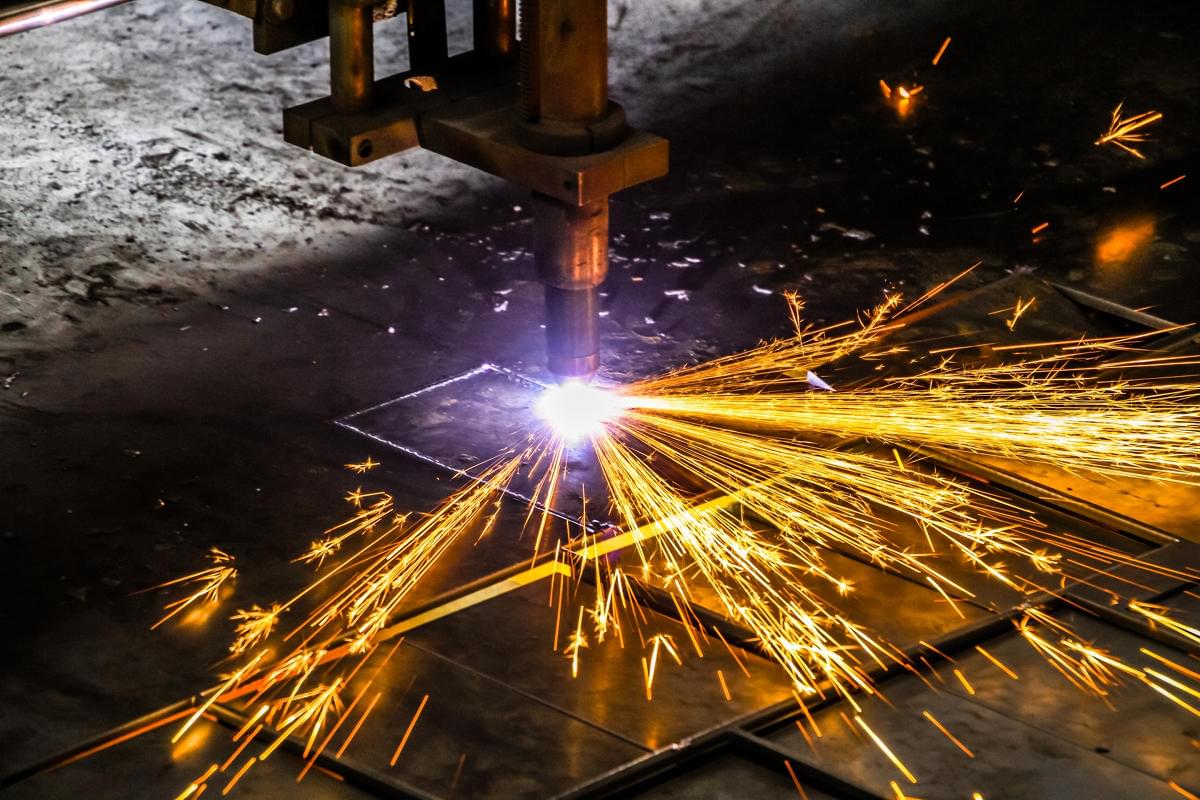
Лист высококачественной стали, определенной толщины помещают на специализированный станок с плазменным или лазерным резаком (HyPerformance HPR400XD), где будут вырезаны основные части пуансона и матрицы. Весь процесс полностью автоматизирован.
Матрица помещается на координатный станок WENZEL Wenzel XOrbit 87 с датчиком Phoenix, который найдет все отклонения от заданных значений во всех ячейках матрицы.

Вырезанные матрицы и пуансоны обрабатываются на фрезерных центрах с ЧПУ Heckert C500 и Heckert CW-1000. В этом цехе матрица перемещается на продольнофрезерный станок Heckert CFZ 16-20-03, где происходит фрезеровка до нужных размеров. На этом же станке производится окончательная шлифовка. Максимальный размер матрицы может достигать 2000мм/2000мм.

Далее к матрице привариваются крепления, в креплениях высверливаются технологические отверстия для крепления матрицы к вибропрессу. К пластинам пуансона привариются элементы крепления, затем элементы крепления привариваются к пуансону. Все сварочные швы проходят контроль УЗК.

Матрица и пуансон перемещаются в цех термообработки, где помещаются в специальную печь, в которой заготовки пройдут химикотермическую обработку путём ионноплазменного азотирования при t° – 600°C. После чего изделие получает необходимые механические, физические и химические свойства без потери геометрии.

Пуансон и матрица устанавливаются в универсальный сборочный стенд, где пуасон будет помещён в матрицу, прикреплён и отрегулирован.

Матрица и пуансон перемещаются в окрасочный цех, где в специальных камерах в автоматическом режиме будет нанесено несколько слоев краски, далее на каждую форму прикрепляются шильда, где указана дата производства и серийный номер.

Пресс форма взвешивается, затем перемещается на евро паллет, упаковывается в пленку и оправляется в зону отгрузки.

Разработка чертежей для будущей матрицы и пуансона с учетом всех требований производителя вашего вибропресса. Согласование чертежей и сроков производства.
Лист высококачественной стали, определенной толщины помещают на специализированный станок с плазменным или лазерным резаком (HyPerformance HPR400XD), где будут вырезаны основные части пуансона и матрицы. Весь процесс полностью автоматизирован.
Матрица помещается на координатный станок WENZEL Wenzel XOrbit 87 с датчиком Phoenix, который найдет все отклонения от заданных значений во всех ячейках матрицы.
Вырезанные матрицы и пуансоны обрабатываются на фрезерных центрах с ЧПУ Heckert C500 и Heckert CW-1000. В этом цехе матрица перемещается на продольнофрезерный станок Heckert CFZ 16-20-03, где происходит фрезеровка до нужных размеров. На этом же станке производится окончательная шлифовка. Максимальный размер матрицы может достигать 2000мм/2000мм.
Далее к матрице привариваются крепления, в креплениях высверливаются технологические отверстия для крепления матрицы к вибропрессу. К пластинам пуансона привариются элементы крепления, затем элементы крепления привариваются к пуансону. Все сварочные швы проходят контроль УЗК.
Матрица и пуансон перемещаются в цех термообработки, где помещаются в специальную печь, в которой заготовки пройдут химикотермическую обработку путём ионноплазменного азотирования при t° – 600°C. После чего изделие получает необходимые механические, физические и химические свойства без потери геометрии.
Пуансон и матрица устанавливаются в универсальный сборочный стенд, где пуасон будет помещён в матрицу, прикреплён и отрегулирован.
Матрица и пуансон перемещаются в окрасочный цех, где в специальных камерах в автоматическом режиме будет нанесено несколько слоев краски, далее на каждую форму прикрепляются шильда, где указана дата производства и серийный номер.
Пресс форма взвешивается, затем перемещается на евро паллет, упаковывается в пленку и оправляется в зону отгрузки.



